电 话:0533-5790117
传 真:0533-5790117
手 机:15949745666
联系人:张经理
在线QQ:1145332270
地 址:山东省淄博市淄川区昆仑镇工业园
网 址:www.tailijixie.com
| 电镀加工中心介绍 |
 |
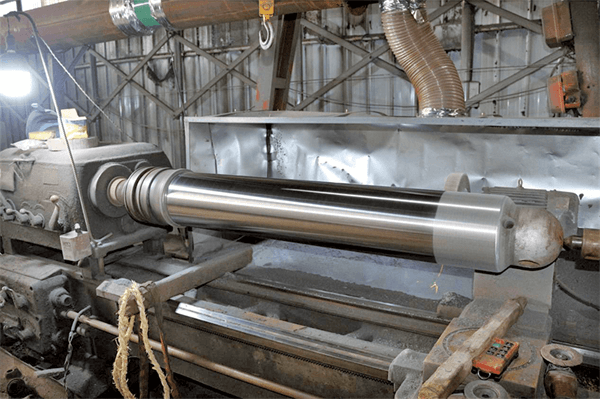
| 泰力电镀加工中心证件环保、安检批文齐全,使用垂直升降式全自动电镀生产线,镀加工车间占地1600平方米,年加工镀层800万平方分米。生产线采用TBSB-20KA/12V高频开关电源,此电源具有高稳定性,高精度控制,保护功能完备,最终可以提供稳定可靠的直流电源。电镀后的产品镀层更加均匀,使用寿命延长,质量更加稳定。公司电镀还采用RS485网络三显示表控制器,通过RS485总线把PC机和多个数字显示表“电镀槽”链接,自动显示和控制每个电镀槽的电镀时间,并显示多个电镀槽的运行状态,使整个产品的电镀过程更加稳定。 整个生产线保证了镀层的厚度,硬度,避免了人工操作所产生的镀层结合力差,镀层不均匀,硬度低等缺点。镀层质量可靠,完全满足需方对镀层要求。公司电镀加工车间占地1600平方米,4条全自动电镀生产线,年加工镀层800万平方分米。 单体液压支柱镀硬铬加工 镀硬铬工艺。是在各种基体表面镀一层较厚的铬镀层,它的厚度一般在30μm以上,利用铬的特性提高零件的硬度、耐磨、耐温和耐蚀等性能。 硬铬镀层特点 ①耐磨性好,镀铬层随工艺规范不同,可获得不同的硬度400~1200HV。滑动摩擦系数约为钢与铸铁的50%,并有抗粘附性。 ②耐腐蚀性较好,镀铬层在轻微的氧化作用下即表面钝化,形成很薄且透明的钝化膜,在常温下长期不变色,对镀铬层起保护作用。 ③镀铬层强度随厚度增加而降低,镀铬层与基体结合强度高于自身晶体间结合强度,而抗拉强度与疲劳强度随镀层厚度增加而下降。因此,镀铬层厚度一般应≤0.3mm。 单体液压支柱锌镍合金加工 锌镍合金镀层是一种优良的的防护性镀层,适用于在恶劣的工业大气和煤矿井下环境中使用。镍含量7~9%的锌镍合金耐蚀性式镀锌层的3倍以上;含镍量13%左右的锌镍合金耐蚀性式镀锌层的5倍以上,它具有良好的耐蚀性,是普通单体液压支柱的主要镀层。 液压支架配件电镀加工 镀硬铬技术是目前应用技术最为成熟且时间最长的液压支架表面处理技术,可靠的镀硬铬技术不但可以增加液压之间的耐磨性以及抗腐蚀性,同时也可以增加设备使用寿命,为企业增加更多效益。 泰力电镀加工中心镀硬铬工艺成熟,设备先进,液压支架立柱镀层可达90-120微米,特殊工艺要求下 硬度可达HV1200,在边界润滑条件下,摩擦因数可达0.12-0.14,在干摩擦的条件下摩擦因数最低,且耐磨性最好,使设备的使用寿命以及质量可靠性大大增加。 镀前与镀后处理 镀前  镀前处理(表面与处理)是工件制造或维修过程中的重要工序,是工件表面尺寸精度、几何精度、表面粗糙度检测,表面强化性能、力学性能检测,表面腐蚀、磨损、疲劳、划伤、黏着情况检测的前提,也是保证工件表面处理质量的关键环节。 除油酸洗是保证电镀工件加工质量的第一道关键工序。主要是为了全部去除钢构件表面附着的油脂、污迹、氧化物、锈蚀物等,经过良好除油的工件,工件表面能充分被后续各个工序的各种各样的水溶液完全润湿,从而改善后续工艺操作工况,得到结合良好的完整镀层,提高产品合格率。 镀后 镀后处理的目的主要是为了提高镀层的耐腐蚀性能或者保持镀层原有的特性,其中最主要的镀后处理是冲洗抛光和钝化处理。 |
| 下一个:电镀加工中心 上一个:无上一篇 |

版权所有:淄博泰力机械制造有限公司
电话:0533-5790117 传真:0533-5790117 手机:15949745666 联系人:张经理
地址:山东省淄博市淄川区昆仑镇工业园
友情链接:
备案号:鲁ICP备2020048297号